








- Ултразвучна рог
- Ултразвучна машина за заварување на пластика
- Ултразвучна машина за заварување метали
- Ултразвучна машина за шиење
- Ултразвучен уред за сечење
- Ултразвучен хомогенизатор
- Ултразвучен генератор
- Ултразвучен трансдуцер
- Ултразвучно точкесто заварување, рачно заварување
- Ултразвучна машина за запечатување црева
- Ултразвучна машина за грамофон
- Машина за одвод на вода
- Прирабница









01




Како да се дизајнираат ултразвучни калапи за заварување (глави за заварување)
Клучни детали за дизајнот
Ултразвучниот калап за заварување (глава за заварување) е јадрото на преносот на енергија. Неговиот дизајн се врти околу три главни димензии: акустично усогласување, структурна адаптација и обработка на материјалот. Овие фактори директно го одредуваат квалитетот на заварувањето и стабилноста на опремата. Клучните точки се следниве:
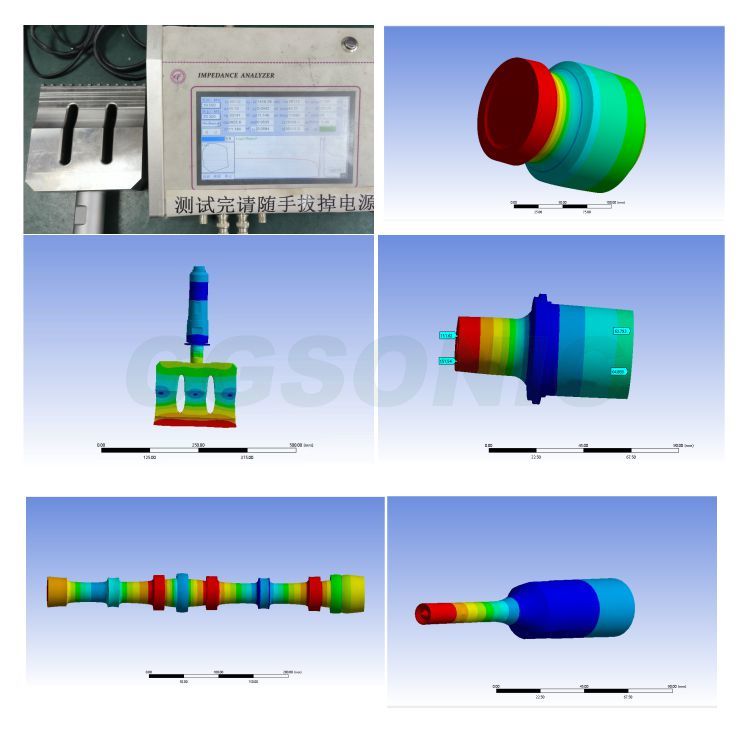
I. Усогласување на акустичните перформанси (основен предуслов)
Главата за заварување мора да дејствува како резонатор и да биде прецизно усогласена со фреквенцијата на опремата за да се избегне загуба на енергија и оштетување на опремата. Режимите на вибрации се оптимизирани преку акустична симулација за да се обезбеди рамномерна распределба на амплитудата и да се елиминира концентрацијата на стрес. Амплитудата е рационално поставена според тврдоста на материјалот за заварување, додека се контролира односот на засилување на амплитудата за да се балансира ефикасноста на заварувањето и животниот век на калапот.
II. Површина за заварување и целокупен структурен дизајн
Дизајнот на површината за заварување мора да ја балансира концентрацијата на енергија и заштитата на производот: треба да се додадат шеми за водење на енергијата за да се фокусира енергијата и да се забрза заварувањето; треба да се користат позиционирачки и безгрешни структури за да се спречи поместување на производот или обратно поставување. Областите што не се заваруваат треба да се исчистат, со закосени или заоблени рабови за да се спречи оштетување на производот и пукање на калапот. Целокупниот дизајн мора да балансира помеѓу леснотијата и цврстината; некритичните области можат да се издлабат, а калапите со долги рачки треба да имаат зајакнувачки ребра за да се спречи деформација.
III. Избор и обработка на материјали
Материјалите мора да ги балансираат акустичните перформанси, цврстината и отпорноста на абење: титанските легури се погодни за високопрецизни апликации со голем обем; алуминиумските легури нудат висока економичност и се погодни за производство од мал до среден обем; алатен челик се користи за заварување на тврди материјали и оние што содржат стаклени влакна. Врз основа на својствата на материјалот се применуваат соодветни термички третмани или површински третмани за да се подобри отпорноста на абење и работниот век на калапот.
IV. Клучни точки за поврзување и верификација
Површината за поврзување со амплитудниот трансформатор треба прецизно да се вклопи за да се обезбеди концентричност и ефикасност на пренос на енергија. Откако ќе се заврши дизајнот, се спроведуваат симулација, пробни тестови за заварување и тестови за животниот век за да се потврди дека квалитетот на заварот и стабилноста на калапот ги исполнуваат стандардите. Модуларниот дизајн може да се усвои за да се подобри прилагодливоста на производот и да се намалат трошоците.